ଛାତ ସିଟ୍ ରୋଲ୍ ଫର୍ମିଂ ମେସିନ୍, ବ୍ଲୁ ରଙ୍ଗ ଡବଲ୍ ଲେୟାର୍ ରୋଲ୍ ଫର୍ମିଂ ମେସିନ୍ |




ମେସିନ୍ ଛବିଗୁଡିକ

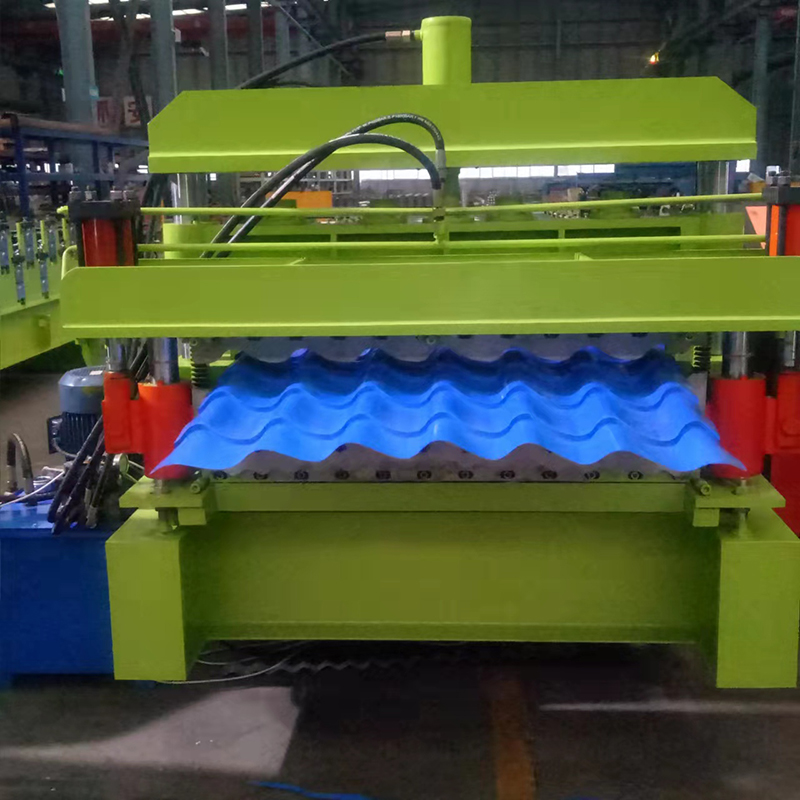
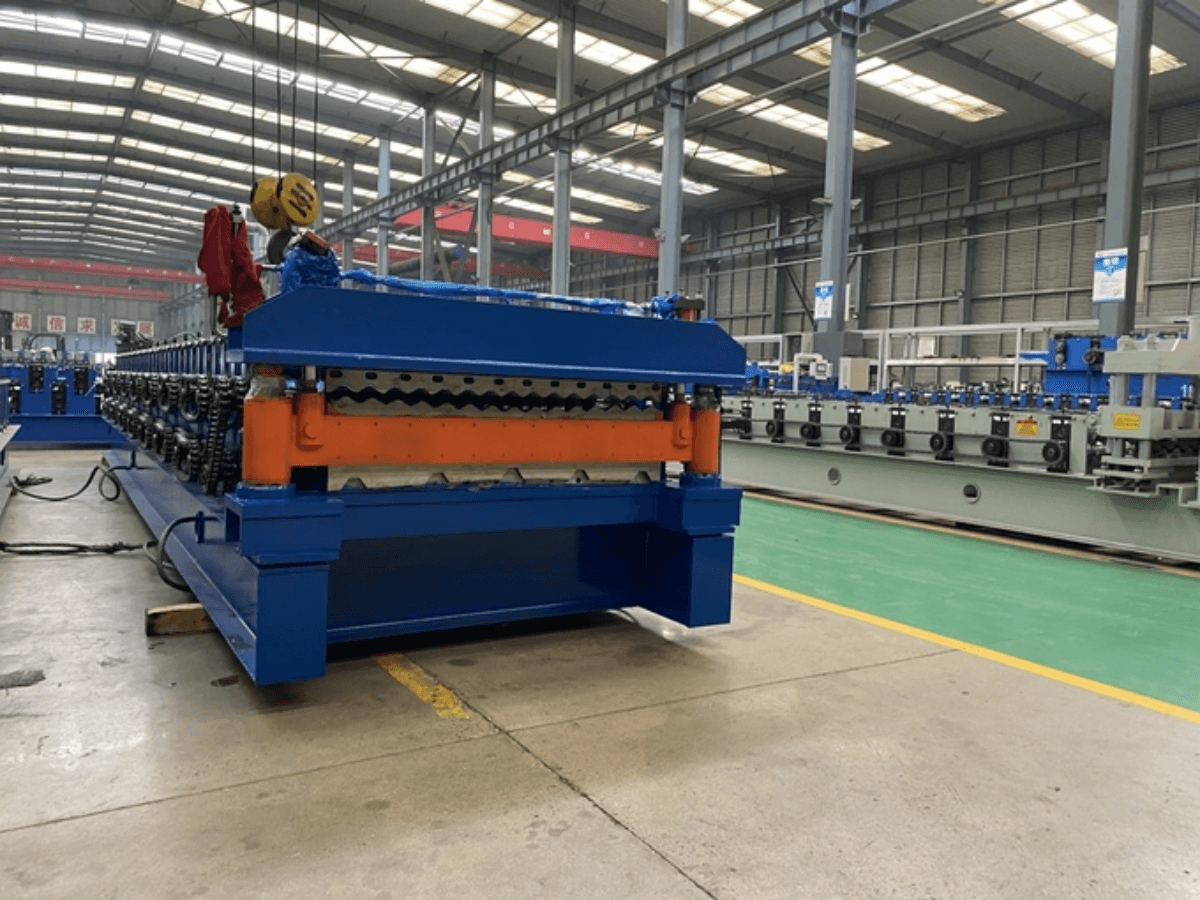
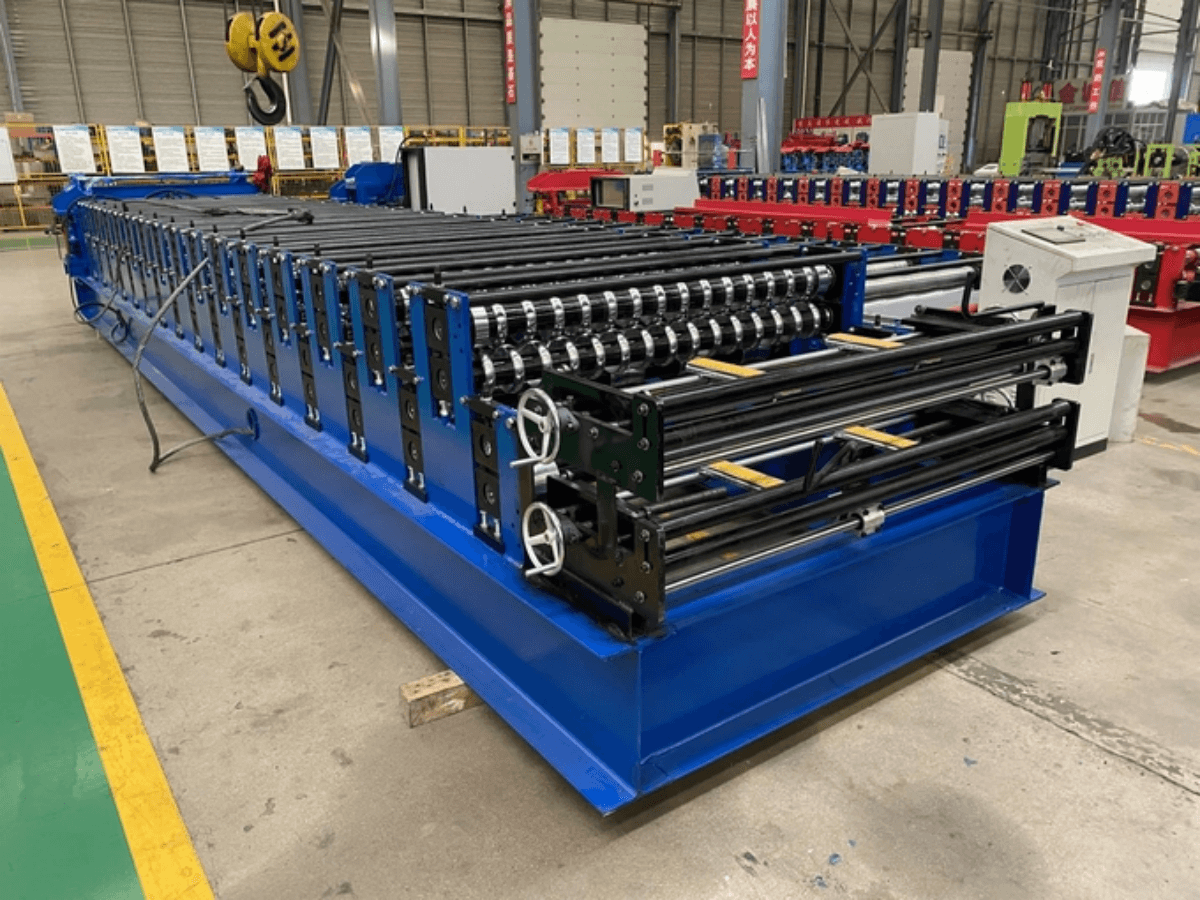
ଉତ୍ପାଦ ଫଟୋ ଆମର ଡବଲ୍ ଲେୟାର୍ ରୋଲ୍ ଗଠନ ମେସିନ୍ |
ଗୋଟିଏ ସ୍ତରର ଛାତ ପ୍ୟାନେଲ୍ ରୋଲ୍ ଫର୍ମିଂ ମେସିନ୍ ତୁଳନାରେ, ଏହି ଡବଲ୍ ଲେୟାର୍ ରୋଲ୍ ଫର୍ମିଂ ମେସିନ୍ ଦୁଇଟି ଭିନ୍ନ ଧାତୁ ସିଟ୍ ଉତ୍ପାଦନ ପାଇଁ ଡିଜାଇନ୍ ହୋଇଛି ଯାହା ଗୋଟିଏ ଟ୍ରାପେଜଏଡାଲ୍ ଛାତ ଏବଂ ଗୋଟିଏ ଧାତୁ ଛାତ ଟାଇଲ୍ ହୋଇପାରେ |
ଏହା ସୂଚିତ ହେବ ଯେ ଏହି ଡବଲ୍ ଲେୟାର୍ ରୋଲ୍ ଫର୍ମିଂ ମେସିନ୍ ଉପରେ ରୋଲ୍ ଫର୍ମିଙ୍ଗ୍ ଅଂଶଗୁଡିକର ଦୁଇଟି ସ୍ତର ଏକ ସମୟରେ କାମ କରିପାରିବ ନାହିଁ, ଯାହାର ଅର୍ଥ ହେଉଛି ପ୍ରତ୍ୟେକ ରୋଲ୍ ଫର୍ମିଙ୍ଗ୍ ସିଷ୍ଟମ୍ (ଟପ୍ ରୋଲ୍ ଗଠନ ଏବଂ ତଳ ରୋଲ୍ ଗଠନ) ବନ୍ଦ ହେବ | କାମ କରୁଛି
ଦୁଇ ସ୍ତର କିମ୍ବା ଦୁଇଟି ସ୍ତର ରୋଲ୍ ଗଠନ ଅଂଶଗୁଡ଼ିକ ସମାନ ମୋଟର ଅଂଶୀଦାର କରନ୍ତି ଏବଂ ଉପର ଏବଂ ତଳ ରୋଲ୍ ଗଠନ ଅଂଶ ମଧ୍ୟରେ ଚାଲିବାର ପରିବର୍ତ୍ତନ ଏହି ଡବଲ୍ ଲେୟାର୍ ରୋଲ୍ ଗଠନ ଯନ୍ତ୍ରରେ ସଜ୍ଜିତ ଏକ କ୍ଲଚ୍ ମାଧ୍ୟମରେ କରାଯାଇଥାଏ |
ଆବେଦନ
ଏହି ମେସିନ୍ ଧାତୁ ଛାତ ସିଟ୍ ଏବଂ କାନ୍ଥ ପ୍ୟାନେଲ୍ ଉତ୍ପାଦନରେ ବହୁଳ ଭାବରେ ବ୍ୟବହୃତ ହୁଏ |
ଆମର ମେସିନ୍ ଅନେକ ଦେଶକୁ ରପ୍ତାନି ହୁଏ: ରୁୱାଣ୍ଡା, ଥାଇଲ୍ୟାଣ୍ଡ, ଫିଲିପାଇନ୍ସ, ଦୁବାଇ, ଆମେରିକା, ଦକ୍ଷିଣ ଆଫ୍ରିକା, ପେରୁ, Russia ଷ, ସାଉଦି ଆରବ, ମାଲେସିଆ, ଇଣ୍ଡୋନେସିଆ ଇତ୍ୟାଦି |

ଯାନ୍ତ୍ରିକ ବିବରଣୀ
| 1 | କୋଇଲ୍ ଓସାର | | 1250 ମିମି ସର୍ବାଧିକ | |
| 2 | ଗାଡ଼ି ଗତି | 10-16 ମି / ମିନିଟ୍ |
| 3 | ମୋଟା | | 0.3-0.8 ମିମି |
| 4 | କଣ୍ଟ୍ରୋଲ୍ ସିଷ୍ଟମ୍ | | PLC (ପାନାସୋନିକ୍) |
| 5 | ଅନ୍କୋଏଲର୍ | | ମାନୁଆଲ୍ ଅନକୋଏଲର୍ | |
| 6 | ପ୍ରି-କଟିଙ୍ଗ୍ | | କେବଳ ଗ୍ରାହକ ପରିବର୍ତ୍ତନ କୋଇଲ ପାଇଁ ଖାଇବା ପରେ ପ୍ରି-କଟିଙ୍ଗ୍ ଇନଷ୍ଟଲ୍ | |
| 7 | ରୋଲର୍ ଷ୍ଟେସନ୍ସ | | ଉପର ସ୍ତର: 24 ଷ୍ଟେସନ୍ | ତଳ ସ୍ତର: 22 ଷ୍ଟେସନ୍ | |
| 8 | ରୋଲର୍ ସାମଗ୍ରୀ | | 45 # କ୍ରୋମ୍ ଧାତୁ ପୃଷ୍ଠ ସହିତ ଷ୍ଟିଲ୍ | |
| 9 | ଶାଫ୍ଟ ସାମଗ୍ରୀ | | ଡିଆ 76 ମିମି, ସାମଗ୍ରୀ: 45 #, ଲିଭାଇବା ଏବଂ ତାପମାତ୍ରା, ହାର୍ଡ କ୍ରୋମ୍ ସହିତ ଆବୃତ | |
| 10 | ପୋଷ୍ଟ କଟିଙ୍ଗ୍ | | ମେସିନ୍ ହାଇଡ୍ରୋଲିକ୍ କଟିଙ୍ଗ୍ ସିଷ୍ଟମ୍ ଗ୍ରହଣ କରେ | |
| 11 | କାଟିବାର ସାମଗ୍ରୀ | | Cr12 ଇସ୍ପାତ, 58-62 HRC | |
| 12 | ମାଇମ୍ ମୋଟର ଶକ୍ତି | | 11 KW |
| 13 | ହାଇଡ୍ରୋଲିକ୍ ଷ୍ଟେସନ୍ ଶକ୍ତି | | 7.5 KW |
| 14 | ହାଇଡ୍ରୋଲିକ୍ ଚାପ | | 12-16Mpa ଆଡଜଷ୍ଟେବଲ୍ | |
| 15 | ଷ୍ଟେସନଗୁଡ଼ିକର ଗଠନ | ଗାଇଡ୍ ସ୍ତମ୍ଭ |
| 16 | ସହନଶୀଳତା | | 3m + -1.5mm |
| 17 | ଭୋଲଟେଜ୍ | 380V, 50HZ, 3 ପର୍ଯ୍ୟାୟ | |
| 18 | ଡ୍ରାଇଭ୍ ପଦ୍ଧତି | | ଗିଅର୍ ଚେନ୍ ଦ୍ୱାରା | |
ମୁଖ୍ୟ ଉପାଦାନଗୁଡ଼ିକ |
| ମାନୁଆଲ୍ ଡିକୋଏଲର୍ | | 1 ସେଟ୍ | |
| ଖାଇବା ଟେବୁଲ୍ | | 1 ସେଟ୍ | |
| ରୋଲ୍ ଫର୍ମିଂ ୟୁନିଟ୍ | | 1 ସେଟ୍ | |
| ପୋଷ୍ଟ କଟିଂ ୟୁନିଟ୍ | | 1 ସେଟ୍ | |
| ହାଇଡ୍ରୋଲିକ୍ ଷ୍ଟେସନ୍ | | 1 ସେଟ୍ | |
| PLC କଣ୍ଟ୍ରୋଲ୍ ସିଷ୍ଟମ୍ | | 1 ସେଟ୍ | |
| ସାରଣୀ ପୁନରୁଦ୍ଧାର | 1 ସେଟ୍ | |
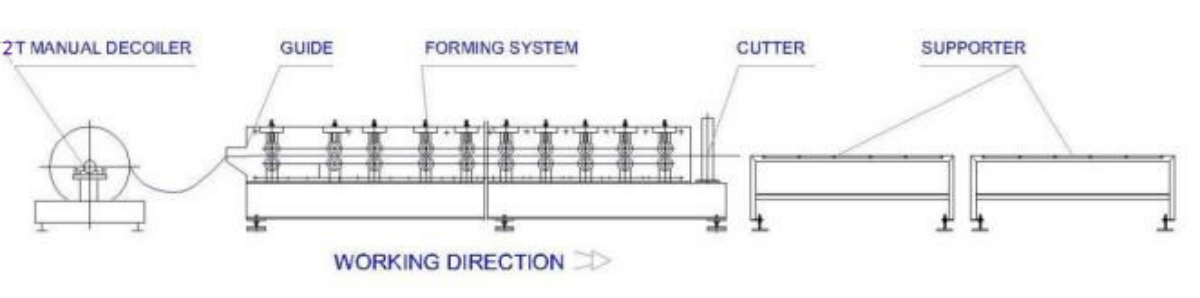
ଉତ୍ପାଦନ ପ୍ରବାହ |
ସିଟ୍ ଖୋଲିବା --- ଇନଫିଡ୍ ଗାଇଡ୍ - ରୋଲ୍ ଗଠନ --- ସରଳତାକୁ ସଂଶୋଧନ କରିବା --- ଦ length ର୍ଘ୍ୟ ମାପିବା --- ପ୍ୟାନେଲ୍ କାଟି - ସମର୍ଥକଙ୍କୁ ପ୍ୟାନେଲ୍ (ବିକଳ୍ପ: ସ୍ୱୟଂଚାଳିତ ଷ୍ଟାକର୍)
ମୁଖ୍ୟ ବ Features ଶିଷ୍ଟ୍ୟଗୁଡିକ
1) |ଏହି ରୋଲ୍ ଫର୍ମିଂ ମେସିନ୍ ଧାତୁ ଛାତର ସିଟ୍ ଗଠନ କରିପାରିବ |ଏହି ରୋଲ୍ ଫର୍ମ ମେସିନ୍ ଦ୍ୱାରା ଗଠିତ ରୋଲ୍ ପରେ, ଭୂପୃଷ୍ଠଟି କ smooth ଣସି ସ୍କ୍ରାଚ୍ ବିନା ଅତି ଚିକ୍କଣ ଏବଂ ସୁନ୍ଦର ହେବ |
2) |ରୋଲ୍ ଗଠନ ପ୍ରକ୍ରିୟା: ଅନକୋଏଲର୍, ରୋଲ୍ ଗଠନ, ଷ୍ଟେପ୍ ଇଫେକ୍ଟ ଗଠନ, ଲମ୍ବ ପର୍ଯ୍ୟନ୍ତ କଟା |
3) |PLC ସହିତ ସମ୍ପୂର୍ଣ୍ଣ ସ୍ୱୟଂଚାଳିତ ନିୟନ୍ତ୍ରଣ ବ୍ୟବସ୍ଥା |
4) |ସହଜ ଅପରେସନ୍: କଣ୍ଟ୍ରୋଲ୍ ପ୍ୟାନେଲରେ ଲମ୍ବ ଏବଂ ପରିମାଣରେ ଚାବି |
5) |18 ମାସ ୱାରେଣ୍ଟି |
ସ୍ଥାପନ ସେବା
ମେସିନ୍ ଗନ୍ତବ୍ୟ ସ୍ଥଳରେ ପହଞ୍ଚିବା ପରେ ବିକ୍ରେତା ଯଦି କ୍ରେତା ଚାହାଁନ୍ତି ତେବେ ମେସିନ୍ ସ୍ଥାପନ କରିବା ପାଇଁ ବିକ୍ରେତା ଟେକ୍ନିସିଆନଙ୍କୁ କ୍ରେତା କାରଖାନାକୁ ପଠାଇବେ |ସଂସ୍ଥାପନ କାର୍ଯ୍ୟରେ ସହାୟତା କରିବାକୁ କ୍ରେତା କିଛି ଟେକ୍ନିସିଆନ ଯୋଗାଇବା ଆବଶ୍ୟକ କରନ୍ତି |
ସ୍ଥାପନ ଅବଧି ପ୍ରାୟ 5 ଦିନ ଅଟେ |ଷ୍ଟିଲର ସିଟ୍, ବିକ୍ରେତାଙ୍କ ଟେକ୍ନିସିଆନ ଯିବା ପୂର୍ବରୁ ମେସିନ୍ ଫାଉଣ୍ଡେସନ୍ ପୋଜିସନ୍ ପାଇଁ କ୍ରେତା ପ୍ରସ୍ତୁତ ହେବା ଉଚିତ୍ |
କ୍ରେତା ଗନ୍ତବ୍ୟ ସ୍ଥଳରେ ରହିବା, ଖାଦ୍ୟ ଏବଂ ଟ୍ରାଫିକ୍ ବ୍ୟବସ୍ଥା କରିବା ଉଚିତ୍ |
ତାଲିମ ଅବଧି: 2 ଦିନ |(ଯଦି କ୍ରେତା ଆବଶ୍ୟକ କରନ୍ତି ତେବେ ଆମେ ଅପରେସନ୍ ସ୍ପଟ୍ ରେ ତାଲିମ ଯୋଗାଇ ପାରିବା)
ଗନ୍ତବ୍ୟସ୍ଥଳ ବନ୍ଦରରେ ଦ୍ରବ୍ୟ ପହଞ୍ଚିବାର 3 ମାସ ମଧ୍ୟରେ, ଯଦି କ୍ରେତାମାନଙ୍କଠାରୁ କ install ଣସି କିସ୍ତି ଆବଶ୍ୟକତା ନାହିଁ, ତେବେ ସାମଗ୍ରୀଗୁଡିକ ମାନକ ପର୍ଯ୍ୟନ୍ତ ଗଣାଯିବା ଉଚିତ୍ |ଯାଞ୍ଚ ମାନକ ଉଭୟ ପକ୍ଷ ଏବଂ ଆମର କମ୍ପାନୀ ମାନାଙ୍କ ଦ୍ୱାରା ସ୍ୱାକ୍ଷରିତ ବ technical ଷୟିକ ମାନକ ଉପରେ ଆଧାରିତ |

